引言(Introduction)
在金属增材制造(Additive Manufacturing, AM)领域,材料性能正在成为决定打印质量与应用边界的核心因素。相比常见的不锈钢、钛合金或镍基合金,钼(Mo)作为典型难熔金属,其熔点高达2623°C,具有优异的高温强度、低热膨胀系数以及出色的抗蠕变能力,使其在极端环境应用中具有独特优势。
然而,钼材料的加工难度极高,传统机加工与铸造工艺成本昂贵且受限较多。3D打印技术的引入,使复杂结构钼部件的制造成为可能,而其中最关键的基础材料正是——球形钼粉。
球形钼粉不仅决定了铺粉质量,还直接影响熔池稳定性、成形致密度、晶粒结构及最终力学性能。因此,深入理解其应用机制与工艺优化路径,对于实现高性能打印件至关重要。
一、球形钼粉在3D打印中的典型应用解析
1. 高温结构件(航空航天)
钼材料在高温环境中仍能保持较高强度(>1000°C仍具结构稳定性),适用于:
- 火箭喷管内衬
- 高温隔热结构
- 航空发动机支撑件
技术要点:
- 要求高致密度(>99%)
- 晶粒细化以提升抗蠕变性能
- 控制裂纹与残余应力
2. 半导体与真空设备
钼广泛用于:
- 真空炉加热元件
- 晶圆支撑结构(susceptor)
- 溅射靶材基体
关键优势:
- 低蒸气压(高温不挥发)
- 热稳定性优异
- 与陶瓷/硅材料热匹配性好
3. 能源与核工业
- 核反应堆结构件
- 高温电极材料
- 燃料电池组件
材料优势:
- 抗辐照损伤能力强
- 高温长期稳定性
二、球形钼粉的核心物理特性(决定打印质量)
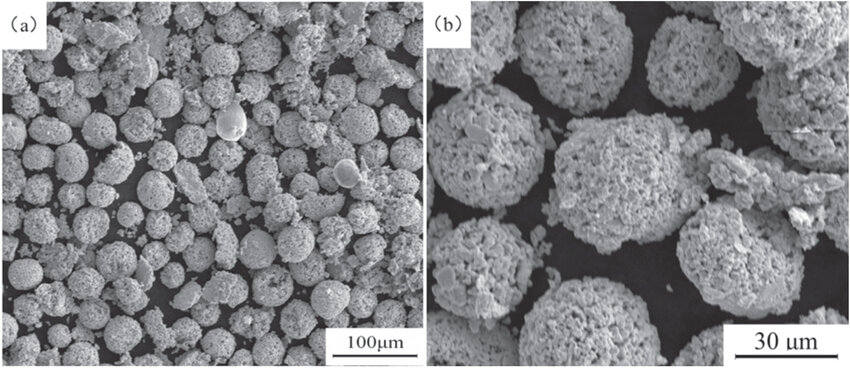
1. 球形度(Sphericity)
高球形度(>95%)带来的优势:
- 提高流动性(Hall flow rate更稳定)
- 减少铺粉缺陷(如空隙、层间不均)
- 提升堆积密度(Tap Density)
👉 实际影响:
铺粉均匀性直接决定每层厚度一致性,是避免“层纹缺陷”的关键。
2. 粒径分布(Particle Size Distribution, PSD)
典型分布:
- D10 / D50 / D90 控制在合理范围
- 窄分布有利于稳定打印
工程经验:
- 宽分布 → 提高堆积密度,但流动性下降
- 窄分布 → 流动性好,但可能降低致密度
👉 最佳策略:
双峰分布(bimodal PSD)在部分应用中可优化填充效率
3. 氧含量(Oxygen Content)
钼极易氧化,粉末表面氧含量至关重要:
| 应用等级 | 氧含量 |
|---|---|
| 标准级 | < 800 ppm |
| 高端打印 | < 300 ppm |
| 超高性能 | < 150 ppm |
👉 影响机制:
- 氧形成脆性相(MoOₓ)
- 降低延展性
- 导致打印件开裂
4. 表面状态(Surface Morphology)
优质粉末特点:
- 表面光滑
- 无卫星粉(satellite particles)
- 无夹杂
👉 卫星粉会导致:
- 粉末粘连
- 流动性下降
- 打印飞溅增加
三、制备工艺对性能的本质影响
1. 等离子雾化(Plasma Atomization)
特点:
- 球形度最高
- 氧含量低
- 粉末纯净
👉 适合:
高端SLM、半导体应用
2. 气雾化(Gas Atomization)
特点:
- 成本优势明显
- 粒径可调
局限:
- 球形度略低
- 氧含量较高
3. PREP(等离子旋转电极法)
优势:
- 几乎无污染
- 粒径均匀
👉 适用于:
科研与高可靠性部件
四、SLM/EBM工艺参数深度优化
1. 能量密度(Energy Density)
公式:
E = P / (v × h × t)
- P:激光功率
- v:扫描速度
- h:扫描间距
- t:层厚
👉 优化目标:
- 保证完全熔化
- 避免“球化效应”(balling)
2. 熔池行为控制(Melt Pool Stability)
关键问题:
- 不稳定熔池 → 孔隙 / 裂纹
优化方法:
- 增加能量输入
- 控制扫描路径
- 采用交错扫描策略
3. 基板预热(Preheating)
钼热导率高、热应力大:
推荐:
- 200–600°C(甚至更高)
作用:
- 降低温度梯度
- 减少裂纹形成
4. 扫描策略(Scan Strategy)
- 棋盘式扫描(Chessboard)
- 旋转扫描(67° rotation)
👉 目的:
- 分散应力
- 避免裂纹扩展
五、性能提升与后处理技术
1. 热等静压(HIP)
作用:
- 消除孔隙
- 提高致密度(>99.9%)
2. 退火处理(Annealing)
作用:
- 消除残余应力
- 提升延展性
3. 晶粒控制
通过:
- 控制冷却速率
- 调整能量密度
👉 细晶结构 → 更高强度
六、典型缺陷机理与解决方案(工程级分析)
| 缺陷 | 本质原因 | 工程解决方案 |
|---|---|---|
| 裂纹 | 热应力 + 脆性氧化物 | 预热 + 低氧粉末 |
| 孔隙 | 能量不足 / 粉末不均 | 优化参数 |
| 球化 | 表面张力主导 | 提高能量密度 |
| 飞溅 | 粉末过细 / 气流扰动 | 优化PSD |
七、与其他金属粉末的性能对比
| 材料 | 熔点 | 高温性能 | 打印难度 |
|---|---|---|---|
| 钼 | 2623°C | 极高 | 高 |
| 钨 | 3422°C | 极高 | 极高 |
| 钛合金 | ~1660°C | 中 | 低 |
| 不锈钢 | ~1400°C | 中 | 低 |
👉 结论:
钼是高温性能与可加工性之间的平衡点
八、未来发展趋势(行业视角)
- 超低氧钼粉(<100 ppm)
- 纳米结构钼粉
- Mo基合金(TZM、Mo-La)
- AI驱动打印参数优化
九、总结(Conclusion)
球形钼粉正在推动高温金属3D打印进入新的发展阶段。其优异的物理性能与适配性,使其成为航空航天、能源及半导体行业的重要材料。
但同时,钼的打印难度也远高于常规金属。只有通过高质量粉末 + 精准工艺参数 + 后处理优化三者协同,才能实现高性能、可重复的制造结果。
👉 对于采购与工程团队来说:
选择稳定可靠的球形钼粉供应商,并深入理解其工艺适配性,是成功应用的关键。
FAQ
1. 球形钼粉适合SLM还是EBM?
两者均可,SLM更常用于高精度部件。
2. 为什么钼3D打印容易开裂?
高熔点与热应力导致,需要预热基板。
3. 如何选择粒径?
SLM推荐15–45μm,EBM推荐45–105μm。
4. 是否可以循环使用粉末?
可以,但需检测氧含量与粒径变化。
5. 如何提高致密度?
提高能量密度 + 使用高纯粉末 + HIP处理。
6. 钼粉与钨粉相比如何?
钼更易加工,但高温性能略低于钨。
7. 是否可以做合金?
可以,如TZM、Mo-La等。
8. 打印后是否需要热处理?
强烈建议,尤其是退火与HIP。